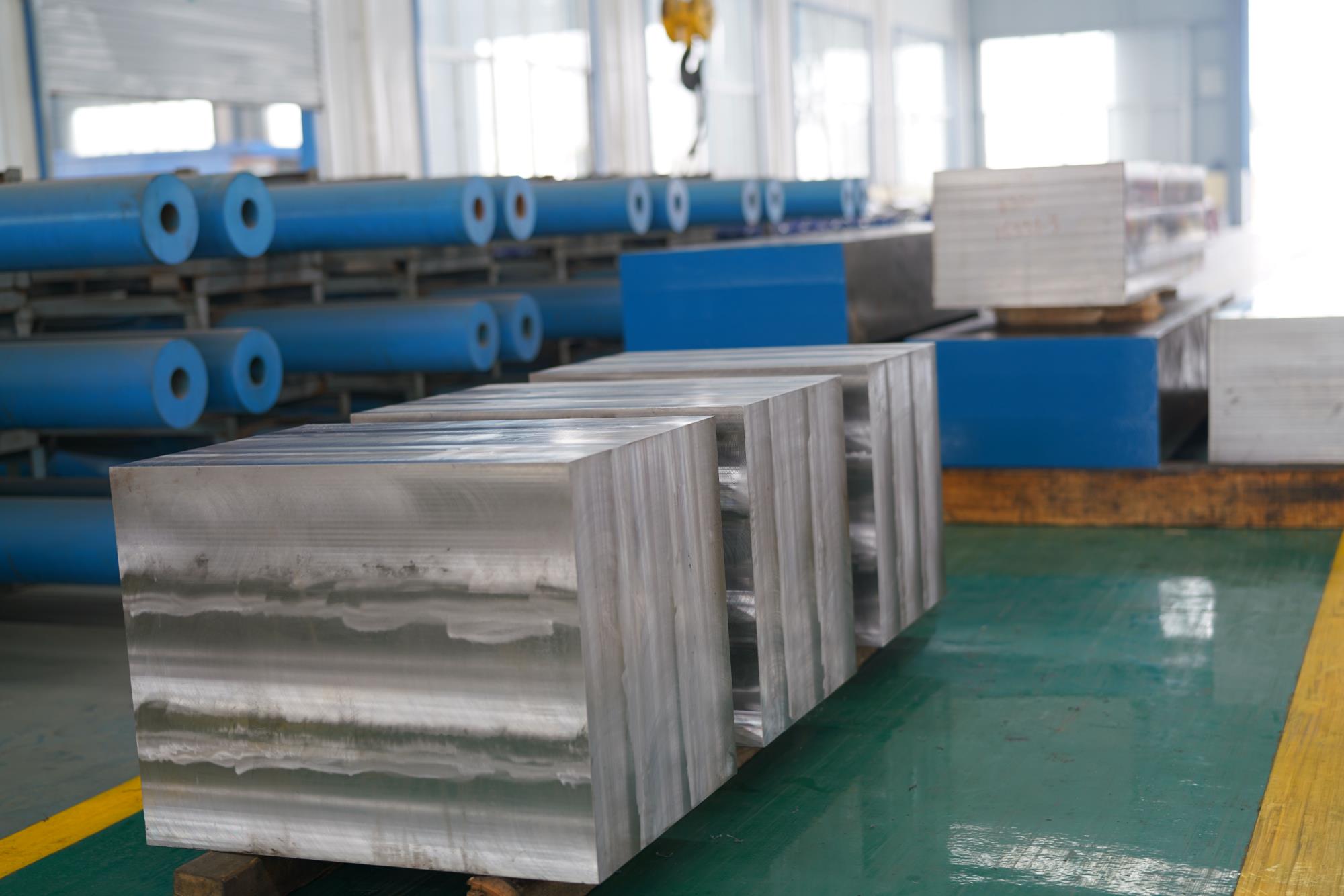
Molde de bloque de molde de acero forjado
- HHF
- Henan
- 45 DÍAS
- 200 piezas por mes
El acero forjado para moldes de bloques de matriz se puede fabricar según los dibujos de los clientes. Y nuestros tecnólogos también pueden diseñar los dibujos para los clientes.
La calidad primero es nuestro principio. Nuestro laboratorio nacional de nivel II puede controlar la calidad (inspección de composición química, inspección de propiedades mecánicas, inspección de dureza.
Composición química y propiedades del acero forjado para moldes de bloques de matriz:
secuencia número | Designación de material | Composición química ( % ) | recocido Durezamedia pensión | Dureza de revenido HRC | |||||||||||
C | Si | Minnesota | Cr | Mes | PAG | S | Ni | V | Con | Al | |||||
1 | 5CrNiMo | 0.50-0.60 | ≤ 0,40 | 0,50-0,80 | 0,50-0,80 | 0,15-0,30 | ≤ 0,025 | ≤ 0,025 | 1,40-1,80 | / | ≤ 0,20 | / | 197-241 | 53-58 | |
2 | H13 | 0,32-0,45 | 0,80-1,20 | 0,20-0,50 | 4,75-5,50 | 1,10-1,75 | ≤ 0,025 | ≤ 0,025 | / | 0,80-1,20 | ≤ 0,20 | / | ≤ 235 | ≥ 60 | |
3 | D2 | 1,40-1,60 | 0,10-0,60 | 0,20-0,60 | 11.0-13.0 | 0,70-1,20 | ≤ 0,025 | ≤ 0,025 | / | 0.50-1.10 | ≤ 0,20 | / | ≤ 255 | ≥ 59 | |
4 | 718 | 0,32-0,40 | 0,20-0,80 | 1,00-1,50 | 1,70-2,00 | 0,25-0,40 | ≤ 0,025 | ≤ 0,025 | 0,85-1,15 | / | ≤ 0,20 | / | Pre-endurecido 30-35 HRC Curtido 35-40 HRC | ||
5 | 4Cr13 | 0,36-0,45 | ≤ 0,60 | ≤ 0,80 | 12.0-14.0 | / | ≤ 0,025 | ≤ 0,025 | / | / | ≤ 0,20 | / | ≤ 201 | ≥ 50 | |
6 | 4Cr16Mo | 0,33-0,43 | ≤ 1,00 | ≤ 1,00 | 15.0-17.0 | 1,00-1,30 | ≤ 0,025 | ≤ 0,025 | / | / | ≤ 0,20 | / | ≤ 250 | ≥ 49 | |
7 | NAK 80 | 0.05-0.18 | 0,15-1,00 | 1.0-2.0 | 0,20-0,40 | 0,20-0,40 | ≤ 0,025 | ≤ 0,025 | 2.30-3.50 | / | 0,70-1,50 | 0,50-1,50 | 37-43HRC | Envejecimiento duro Sin apagar | |
8 | XFP 80 | 0,12 | - | 1,80 | - | 0,30 | ≤ 0,025 | ≤ 0,025 | 3,0 | / | 1.0 | 1.0 | 37-43HRC | Envejecimiento duro Sin apagar | |
Requisitos técnicos para el acero para matrices
1. La desviación permitida de la composición química del acero debe cumplir con los requisitos de GB222-84. El método de fundición de horno eléctrico + refinado al vacío o refinado al vacío + refusión por electroescoria se especificará en el contrato.
2. El acero de la matriz adopta el estándar GB / T6402-1991 para la detección de fallas por ultrasonidos, y el resultado no deberá tener defectos densos mayores que el diámetro equivalente de Ø2 mm. Se permite un solo defecto metalúrgico disperso, de los cuales no se permiten más de 3 del diámetro equivalente de Ø2-3mm, y solo uno del diámetro equivalente de Ø3-4.



Normalmente, es de hasta 3 días. Necesitamos comprender sus requisitos y dimensiones críticas. ...more